



天然氣管道無損檢測技術選用分析
來源:《管道保護》雜志 作者:馬強 時間:2020-9-17 閱讀:
馬強
中國石油天然氣管道工程有限公司上海分公司
摘 要:無損檢測是天然氣管道焊接質量控制中非常重要的環節和措施。常規無損檢測包括射線檢測、超聲檢測、磁粉檢測、滲透檢測等。介紹了常用無損檢測技術原理及選用原則,列舉了國內外管道工程無損檢測技術應用現狀,指出無損檢測技術未來發展趨勢。
關鍵詞:天然氣管道;焊縫質量;無損檢測
天然氣管道焊接質量問題主要有應力腐蝕裂紋以及疲勞裂紋、氣孔、未熔合、未焊透等缺陷,直接影響天然氣管道安全運行和使用年限。無損檢測是焊接質量控制中非常重要的環節和措施,針對不同類型的質量缺陷,需結合工程實際,選擇相對應的檢測方法。
1 無損檢測技術概述
無損檢測(Nondestructive Testing, NDT),是利用聲、光、磁、電等特性,在不損害或不影響被檢對象使用性能的前提下,檢測被檢對象中是否存在缺陷或不均勻性,給出缺陷的大小、位置、性質和數量等信息,進而判定被檢對象所處技術狀態(如合格與否、剩余壽命等)的所有技術手段的總稱。
無損檢測技術用于管道焊縫檢測的特點:①不會對管道造成任何損傷,為查找焊接質量缺陷提供了一種有效方法;②能全面檢測所有焊縫;③對焊縫質量實施全程監控;④能夠防止因管道焊接失效引起的災難性后果,安全可靠;⑤應用范圍廣泛[1]。
無損檢測分為常規檢測技術:超聲檢測、射線檢測、磁粉檢測、滲透檢驗等;非常規檢測技術:聲發射檢測、紅外檢測、激光全息檢測等。
2 常用無損檢測技術
2.1 射線檢測技術
射線檢測基本原理是:利用射線(X射線、γ射線和中子射線)在介質中傳播時的衰減特性,當將強度均勻的射線從被檢件的一面注入其中時,由于缺陷與被檢件基體材料對射線的衰減特性不同,透過被檢件后的射線強度將會不均勻,用膠片照相、熒光屏直接觀測等方法在其對面檢測透過被檢件后的射線強度,即可判斷被檢件表面或內部是否存在缺陷。射線檢測技術包括:射線檢測(Radiographic Testing,RT)底片掃描技術、計算機射線成像(computedradiography, CR)技術、射線數字成像(DigitalRadiography, DR)技術。 RT底片掃描技術為常規技術;射線CR技術為數字化過渡技術,介于常規RT和DR之間;射線DR技術為數字化技術,是射線檢測技術的發展方向,目前在推廣,尚不能取代RT。
天然氣管道射線檢測常用射線照相法,即用X射線或γ射線穿透試件,以膠片作為記錄信息的無損檢測方法。如圖 1所示。
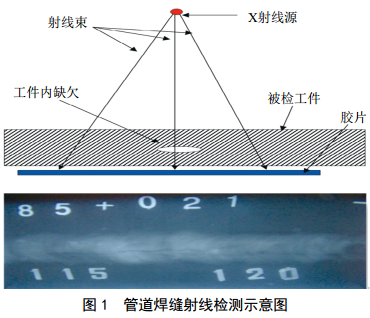
射線檢測可以檢測出天然氣管道焊接接口中的未焊透、氣孔、裂紋以及未熔合等缺陷,以及夾渣、縮孔等。優點是通用能力強、穩定性強、靈敏度高、運用廣泛,缺點是具有輻射、對身體健康危害大,費時且成本較高,很難檢測出厚鍛件與管材中存在的缺陷、 T型接頭以及焊接接頭細小裂紋缺陷等。
判斷天然氣管道焊縫檢測位置是否可以運用射線檢測需要遵循以下原則:首先分析缺陷產生情況是否有利于射線穿透;其次看有無透照的環境與空間。天然氣管道如果沒有支撐架結構件,其環向焊縫都可以運用射線檢測方法進行檢測。需要注意射線會對人體產生一定的生物效應,檢測過程中檢測人員需要做好防護,同時還需要在周邊進行標識、警戒[2]。
2.2 超聲檢測技術
超聲檢測的基本原理是:利用超聲波在界面(聲阻抗不同的兩種介質的結合面)產生的反射和折射以及超聲波在介質中傳播過程中的衰減特性,由發射探頭向被檢件發射超聲波,由接收探頭接收從界面(缺陷或本底)處反射回來超聲波(反射法)或透過被檢件后的透射波(透射法),以此檢測備件部件是否存在缺陷,并對缺陷進行定位、定性和定量。超聲檢測技術可以檢測出天然氣管道原材料與零部件、焊接接口存在的缺陷,同時其具有較強的穿透力。
超聲檢測技術包括:手工超聲波(UT)檢測技術、全自動超聲波(AUT)檢測技術、相控陣超聲波(PAUT)檢測技術。手工UT檢測技術為常規技術; AUT為數字化超聲波檢測技術,適用于自動焊;PAUT為數字化相控陣超聲檢測技術,是超聲檢測技術發展方向,介于UT與AUT之間,是AUT的有效補充,未來可能替代UT。
(1) UT檢測。利用超聲波通過兩種介質界面時發生反射和折射的特性來探測產品內部缺陷。采用一定的方式使聲源產生的超聲波進入工件;超聲波在試件中傳播并與試件材料以及其中的缺陷相互作用,使其傳播方向或特征被改變;改變后的超聲波通過檢測設備被接收,并對其進行處理和分析;根據接收的超聲波特征,評估工件本身及其內部是否存在缺陷及缺陷的特性。
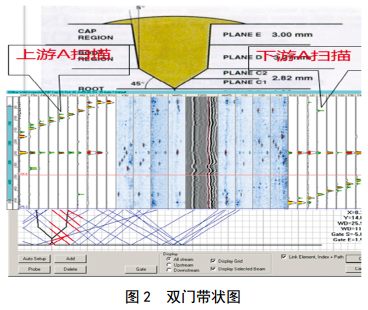
(2) AUT檢測。采用相控陣技術,只使用一對相控陣探頭(一般為60陣列,相當于60個常規探頭),完成A掃描、 B掃描、 TOFD(超聲波衍射時差法)及聲耦合顯示缺陷方法。其中, A掃描,負責檢測焊縫坡口面上的面積型缺陷; B 掃描,負責檢測焊縫體積型缺欠; TOFD掃描負責檢測盲區的缺陷。管道檢測雙門帶狀圖如圖 2所示[3]。
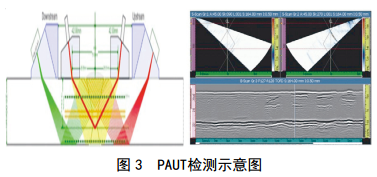
(3) PAUT檢測。使用微型探頭陣列產生超聲波束,通過建立聚焦規則使電子裝置控制每個陣列單元的發射和接收時間,從而產生出多個超聲波束,通過控制陣列的激發和接收時間,控制波束角度、聚焦深度、聚焦尺寸等,實現工件的快速掃描成像,如圖 3所示。
超聲檢測技術具有成本低、設備輕便、操作安全等優點,在天然氣管道焊縫檢測中的局限性:比較難檢測出粗晶材料焊縫中存在的問題、檢測存在盲區、缺陷定性還有待深入研究等。
3 無損檢測技術應用及選用原則
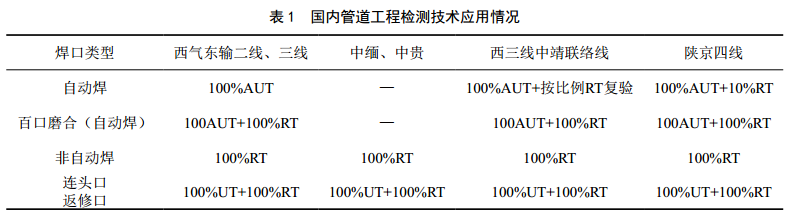
3.1 國內管道工程檢測技術應用情況(表 1)
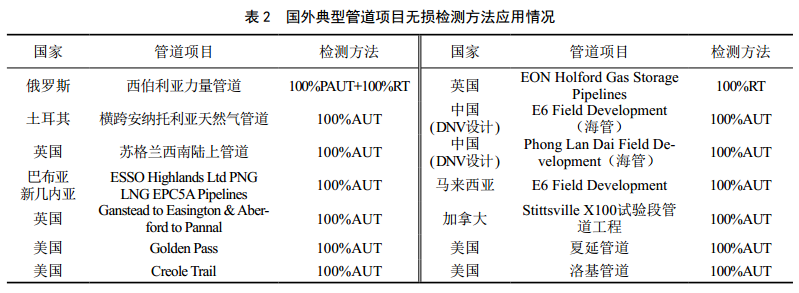
3.2 國外典型管道項目無損檢測方法應用情況(表 2)
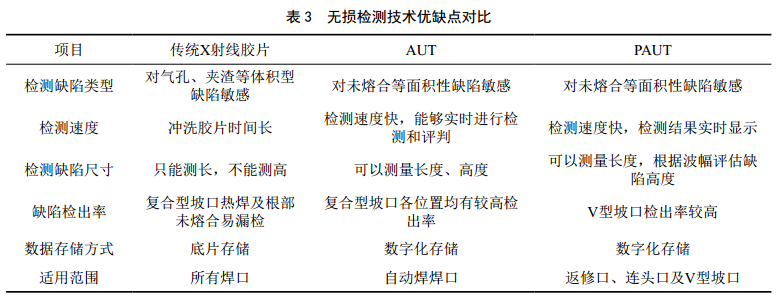
3.3 無損檢測技術優缺點(表 3)
3.4 無損檢測技術選用原則
(1)合規性為首要。對于不同地段、不同環焊縫類型采用的檢測技術和檢測比例,以及驗收標準必須滿足所采用的管道設計規范或施工規范。
(2)技術適宜、經濟合理。不同的焊接工藝易產生的危害性缺陷類型不同,為檢出危害性缺陷,應針對不同的焊接工藝選取最為適宜的檢測技術。不同的檢測技術發現缺陷的能力不同,規范允許的缺陷存在并不會導致焊縫失效,而且不必要的過度返修對工程有害無利。
(3)常規的RT檢測底片不便保管、容易丟失,手工UT檢測數據無法存儲,均不利于管道的完整性管理,技術成熟前提下,應盡量采用數字化無損檢測技術,這也符合數字化管道建設要求。
4 無損檢測技術發展趨勢
智能技術與信息技術的發展使無損檢測技術變得簡單好用,但還要在原有技術上進行創新,積極探索綠色環保技術。無損檢測儀器廠家必須具備精品意識,以高端產品制造為主導。當前面臨的主要問題是檢測儀器研發力度較弱,多是一些重復產品,與世界 發達國家相比,始終處在落后狀態。天然氣管道在未來仍然呈現蓬勃發展態勢,因此不僅需要做好無損檢測技術研究工作,還需要加強儀器設備研究的針對性,尤其內部結構與部件還需要深入研究。
參考文獻:
[1] 梁海濱.新無損檢測技術在長輸管道工程的應用及發展趨勢[J].廣東科技, 2012, 21(5): 196-197.
[2] 劉玉杰,董慶鋒.天然氣長輸管道焊接質量無損檢測管理探析[J]. 石油工業技術監督, 2017,33(5): 20-23.
[3] 熊二劍,寧孝文,馮存棟,梁海濱.標準GB/T 50818-2013與ISO 13847: 2013附錄G中關于長輸管線AUT檢測標準的對比[J].無損檢測, 2018, 40(1):78-81.

作者簡介:馬強, 1983年生,管道設計工程師,中石油管道局設計院批準任職設計人、校對人、專業負責人、審核人及項目設計經理(二級)。聯系方式: 13775662117,304247220@qq.com。
上篇:
下篇:
 甘公網安備 62010202003034號
甘公網安備 62010202003034號 
