



輸氣管道停輸動火連頭施工作業質量控制管理
來源:《管道保護》2021年第2期 作者:任剛 呂延鑫 郭存杰 時間:2021-4-7 閱讀:
任剛 呂延鑫 郭存杰
北京天然氣管道有限公司維搶修中心
摘要:輸氣管道停輸動火連頭作業是面對突發或特殊情況下的管道施工作業,其下料、組對及焊接是其中非常重要的環節,直接決定了作業成敗,介紹了作業過程中質量控制措施,分享了管理經驗。
關鍵詞:輸氣管道;動火連頭;下料對口;焊接;質量控制
輸氣管道停輸動火連頭作業(以下簡稱動火連頭) 是天然氣管道、天然氣站場面對突發情況、檢修或擴建改造時常用的搶維修作業方式,具有施工難度大、機械化程度低、施工時間緊等特點,其作業過程質量控制管理尤為重要。
1 動火連頭流程
動火連頭流程為:管道停輸―天然氣放空―氮氣置換―可燃氣體檢測―管道切割―氣囊封堵―管口打磨―測量及下料―吊裝下溝―組對連頭―焊口加熱―焊接―無損檢測―防腐補口等。
此外還包括施工方案編制及審批,作業風險識別及排除,機具設備和現場準備,如作業坑的開挖及修整、支護按比例進行放坡、兩端設逃生通道等。
2 動火連頭作業質量管控
2.1 管工作業要求
停輸連頭一般要求24小時內連續作業,時間緊、勞動強度大,對作業人員要求較高。
(1)管工進場前熟悉作業方案,進行前期現場勘察及準備工作,以及現場工器具的合理擺放。
(2)短節、管件及閥門等物料按照設計要求進行前期的核對驗收,完成動火點管道的支護工作。
(3)短節、管件進行組對時,必須將坡口表面、邊緣,內部的鐵銹、毛刺使用手持砂輪機清理干凈。
(4)管道組對過程中出現偏差、錯口、間隙等情況時不能強力組對,進行必要的修磨、調整。
(5)短節下料、組對前,必須確保新舊管段的焊縫錯開不能出現重合現象。
(6)吊裝作業必須指定專人指揮,避免多人指揮造成吊裝失誤事件。
2.2 應力移位應對
原管道在斷開的瞬間管道應力得到釋放,兩管口之間會發生不可預知的上、下、左、右方向位移或反彈,操作人員在管道切割過程中需做好相應的安全措施。產生位移會影響測量精度,造成管壁錯邊量較大、對口間隙不均勻等現象,需采取以下措施。
(1)必須考慮測量尺寸偏差、施工現場溫度變化、管體收縮變形等因素,測量尺寸計算補償需要計算上下左右的補償,包括角度。
(2)為保證下料尺寸精準,按照以下步驟進行: 在切除需要更換的管道后,在管道上選擇一端切割出一道正口,打出兩固定管的中心線,并分出四等份。在管段外徑周長上,分別畫出上下左右四條中心線;切割出的直口作為基準口延長管段頂部中心線,測量兩管段的高度偏差。延長管段的左右中心線,測量兩管段的左右偏差;取管口的上、下、左、右四點測量兩管段之間相對應的結構尺寸和對角線尺寸;在下料管道上同樣分出上下左右四等份,測量出相應的結構尺寸并測量出疊加角度。通過相對應的位置,畫出所測得的實際長度,減去一個坡口長度,再加上±4 mm間隙,通過測量出的四點長度尺寸進行劃線;測量出數值后進行復測確保尺寸精度,在下料管段的短節上明確A、B兩端并打出中心線,用圈帶圈出所要去除的切割線然后進行切割、打磨、組對。
2.3 管內氣流及管壁磁場應對
管道內部氣體受晝夜溫差變化影響、放空管抽吸現象、控制閥門關閉不嚴等因素,形成氣流干擾焊接作業,應采取如下措施。
(1)管道兩端內部采用氣囊、黃油墻封堵。
(2)越到焊接封口時,氣流進出越大,焊接手法要好、速度要快。
(3)可選用連頭對口設備,使設備內壓力和管線壓力一致,保證焊接成型。
(4)長輸管道一般都經過漏磁智能檢測,停氣連頭時,焊接過程將受到管壁磁場影響,使用管道消磁機消除管道兩端磁力后再焊接。
2.4 焊接工藝調整
在焊接工藝規程許可范圍內,可根據焊口的組對狀況、管內氣流和管口磁場等因素的變化,適當調整焊接工藝流程。如:L245、Φ273 mm×12 mm 的管道連頭時,管內有氣流流出,在具備纖維素焊條根焊焊接工藝規程情況下,可將鎢極氬弧焊根焊工藝改為纖維素焊條根焊工藝,以減少氣孔缺陷產生傾向。調整連頭焊縫的焊接順序,控制焊縫應力盡量均勻化,避免局部過高,引發焊縫裂紋。對有應力集中現象的高強鋼管道,焊口應盡量在自由狀態下按合理順序焊接(圖 1、圖 2 ),避免高強鋼管道停氣連頭產生焊縫裂紋。
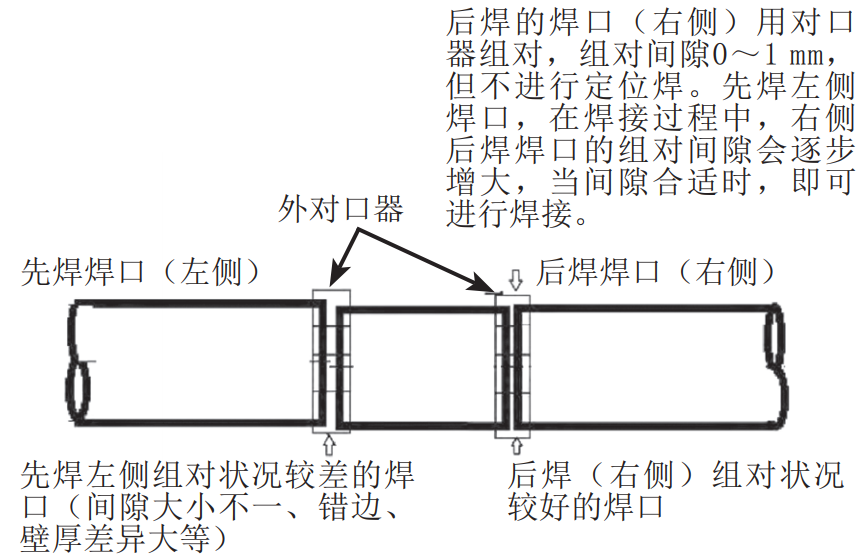
圖 1 停氣連頭作業的合理焊接順序

圖 2 管道焊接現場
2.5 防止焊口冷裂紋
焊接過程中焊口產生冷裂紋,應對措施如下。
(1)加強焊接接頭的焊前預熱工作,預熱范圍不僅限于返修的這一塊區域,也包括預熱其他的焊接接頭部位,避免焊接收縮應力由于溫度不同對返修連頭的影響。
(2)確定適宜預熱溫度以降低焊縫冷卻速度,可使氫更易從焊縫熔池向大氣中擴散,減少焊縫中擴散氫含量。
(3)選用適當后熱溫度和時間。焊后趁焊縫溫度未降低時立即進行后熱,使擴散氫有充分的時間溢出,同時降低焊縫中的殘余應力,減少冷裂紋產生幾率。
(4)盡量防止強力組對,連頭位置不夠或者兩端中心軸不對稱,應多挖出一段掩埋管道,給對管留下調整余量。強力組對將使長輸管線在焊接前就存在強大的附加內應力,這種內應力在焊后也不可能完全消除。采用死對口器,在焊接接頭未完全冷卻前,不要將對口設備拆除。
(5)避免焊接工藝缺陷產生,如咬邊、未焊透、長條狀夾渣等工藝缺陷部位是應力集中區,容易產生冷裂紋。
2.6 其他措施
嚴格執行焊接規范,確保焊接質量。焊工要求持證上崗,并參加過相應的應急演練和培訓,有良好的職業道德和過硬的心理素質。可根據焊工技能特點和性格、思想狀況等合理搭配組成作業小組。
焊工前期進場合理規劃焊接設備的擺放及調試。確定動火連頭采用的焊接工藝規程,焊工和現場技術員熟悉焊接工藝規程和技術交底相關內容,并對母材和焊接耗材進行復驗,相關型號、規格必須符合焊接工藝規程要求,如焊條和焊絲有生銹、藥皮脫落、違規烘烤等情況,立即更換處理。氬氣進行前期測試確保氣體純度。采用多層焊接時,清除干凈層間熔渣,外觀檢查合格后進行下一步焊接。焊接完成后做好相應的保溫措施。施工場地內所有焊接廢棄物,要按相關規定回收處理,做到“工完料凈場地清”。
動火連頭作業完成后,保存作業過程參數數據,分析查找不足之處,總結施工作業經驗,完善質量控制措施,指導和規范后續動火連頭作業。

作者簡介:任剛,助理工程師,1968年生,2008年畢業于河北石油職業技術學院油氣儲運工程專業,本科,北京天然氣管道有限公司維搶修中心搶修隊隊長,現主要從事天然氣管道維搶修工作。聯系方式:18635699152,qiangxiuzhongxin@163.com。
上篇:
下篇:
 甘公網安備 62010202003034號
甘公網安備 62010202003034號 
