



一種可削減管道焊接封口氣流影響的方法
來源:《管道保護》2021年第2期 作者:朱曉臣 郭存杰 楊萬里 曹延雙 趙恒宇 時間:2021-4-13 閱讀:
朱曉臣 郭存杰 楊萬里 曹延雙 趙恒宇
北京天然氣管道有限公司維搶修中心
摘要:為解決長輸管道動火連頭作業打底焊接封口過程中遇到的氣流問題,設計了一種打底焊接平壓器,有效減少了氣流影響,保障了連頭作業進度及焊接質量。
關鍵詞:長輸管道;動火連頭;打底焊接封口平壓器;氣流
北京天然氣管道有限公司(以下簡稱北京管道)維搶修中心每年完成換管動火任務30余次、動火連頭焊口130余道。為解決打底焊接封口過程中氣流干擾,介紹一種可削減氣流影響的方法,以提高焊接作業效率,保障焊接質量。
1 打底焊接封口存在問題
換管動火作業打底(根焊)焊接一般采用手工鎢極氬弧焊(TIG),作業前長輸管道需經放空、氮氣置換。裸露管道經太陽暴曬造成管內氣體膨脹,置換后低溫氮氣因緩慢升溫(大地溫度、太陽暴曬)膨脹,使管線內部壓力高于大氣壓力,導致氬弧焊打底焊接時封口處會有氣體流出,削弱氬氣對焊接熔池的保護效果,降低焊接速度,還會產生焊接氣孔,嚴重影響焊接質量。一般采取以下削減措施。
(1)囊式封堵術。采用囊式封堵器進行封堵時,打底焊接封口處無氣流流出,但由于焊接工藝要求限制了封堵術的使用,有較大的局限性。
(2)靜置。靜置使管道內氣體壓力自然下降,待打底焊接封口處不再有氣體流出才能進行最后焊接封口作業,需要較長時間等待。
(3)放空。通過放空使管道內氣體壓力降低,但會有呼吸氣發生,需要等待與外界壓力慢慢平衡,影響作業速度。
2 打底焊接平壓器設計及應用
2.1 打底焊接平壓器設計
(1)打底焊接平壓器設計。北京管道維搶修中心工匠室根據封口時氣流的特點,依據氣體力學原理,在管道最后封口處設計加裝一個密閉箱體,使箱體與管線外壁嚴密貼合,形成焊縫的管內和箱內連通,管道與箱體形成氣壓平衡,達到管道內外壓力平衡狀態,削減氣流的影響[1,2],抑制焊縫封口處氣體流動。同時,箱體上開設焊縫操作窗口,便于開展焊接作業。這一箱體即連頭打底焊接平壓器的雛形。
后期綜合考慮溫度、壓力等影響氣體流動因素,調整打底焊接平壓器設計并開展試驗,最終結構如圖 1所示。
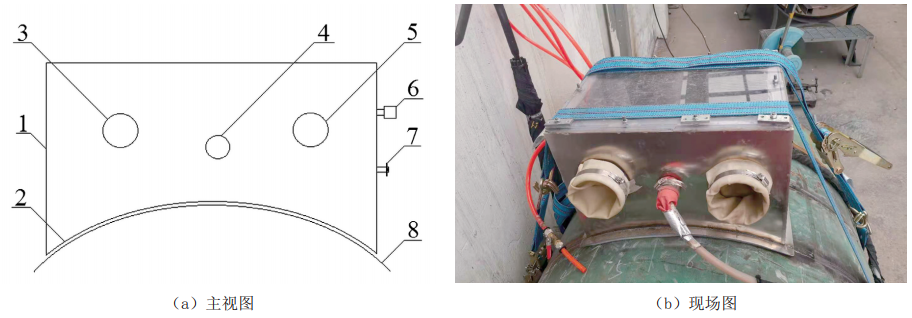
1.操作箱體;2.與管線外壁面相匹配的弧形型面;3.第一操作孔;
4.密封容置孔;5.第二操作孔;6.氣壓表;7.泄壓閥;8.硅膠墊。
圖 1 平壓器示意圖
(2)打底焊接平壓器構成。在操作箱體的下端面開設與管道外壁面相匹配的弧形型面,將打底焊接平壓器的箱體安裝于焊縫打底封口處,弧形型面上布設密封墊[3],以將操作箱體緊壓在管道上,操作箱體上設置封車帶,環繞箱體與管道一周,通過拉緊器對箱體施加壓力,實現打底焊接平壓器箱體的密封, 建立管內腔通過焊道封口處與操作箱體的連通,隨著氣流流進操作箱體,達成氣壓平衡,抑制封口焊縫內的氣體流動,此時可以開始焊接作業。
為保證焊接人員不影響操作箱體的密封性能,操作箱體開設第一操作孔、第二操作孔及密封容置孔。第一操作孔和第二操作孔分別連接密封手套,從箱體外側將密封手套伸入箱內,執行焊接操作,并保證過程中箱體內外隔離。密封容置孔內設置焊接設備密封件,箱外側設置焊槍密封管,用于密封氬弧焊槍或者附屬線纜等。第一操作孔箱體外側和第二操作孔箱體外側分別設置過渡管,密封手套尾部通過環箍固定在過渡管上,穩定固定,可在高密封條件下順利實現焊接操作。為準確把握焊接時機和便于拆卸,操作箱體上設置了氣壓表和泄壓閥。
(3)存在問題及解決辦法。試驗前期,使用空壓機給管道短節充氣,打底焊接平壓器與管道接觸處密封良好,能實現壓力平衡不再產生氣流[1]。由于空壓機輸出氣體壓力接近0.6 MPa,高于氬弧焊把的輸出氣體壓力0.2 MPa,經過打底焊接平壓器罩體的壓力和管道內壓力都能達到0.6 MPa,有效減緩了封口處氣流影響,打底焊接順利進行,焊接成型良好。
試驗后期,考慮到現場環境,管內壓力僅略高于大氣壓,在空壓機上再安裝一只泄壓閥,使其輸出氣體壓力低于0.1 MPa,由于氬弧焊把的輸出氣體壓力高于空壓機給管道內施加的壓力[2],焊接時液態熔池塌陷形成焊瘤。解決方案是在罩體上安裝壓力表與泄壓閥,通過閥門開合釋放一部分壓力,調節罩體內的壓力略高于管道內壓力,實現正常焊接。
2.2 打底焊接平壓器應用
在某Φ1016 mm×22 mm管道焊接封口時,使用打底焊接平壓器,5分鐘內封口處內外氣壓平衡,不再有氣流流出,打底焊接順利完成,使用效果良好。 但一個打底焊接平壓器無法滿足全口徑管線使用,需要制作不同曲率的打底焊接平壓器,根據管徑選擇使用。
3 結語
北京管道維搶修中心工匠室設計制作的管線連頭打底焊接平壓器,氣壓平衡建立速度快,相對于現有自然冷卻解決方案,有效減緩了打底焊接封口時的氣流影響,縮短了整體焊接操作時間,極大地提升了焊接效率和焊接質量。
參考文獻:
[1]宋戰兵.擴散—熱和氣體動力學不穩定性對管道中預混火焰形狀的影響[J].天然氣工業,2004,24(004):97-100.
[2]張永明,黃書濤.環境壓力對焊縫組織和性能的影響[J].電焊機,2016(09):54-59.
[3]劉杰.粘接和密封材料在石油化工機械中的應用[J]. 中國科技博覽,2014(29):24-25.

作者簡介:朱曉臣,1988年生,北京天然氣管道有限公司維搶修中心焊工,現主要從事天然氣管道維搶修工作。聯系方式:18635693275,499424769@qq.com。
上篇:
下篇:
 甘公網安備 62010202003034號
甘公網安備 62010202003034號 
